
تکنیک های بازرسی چشمی مطابق با استاندارد ASME Sec V Article ۹ به دو دسته تقسیم می شوند:
تکنیک اول : آزمایش چشمی به صورت مستقیم ( DIRECT VISUAL EXAMINATION )
آزمایش چشمی به صورت مستقیم با استفاده از ابزارهایی مانند خط کش، کولیس و گیجهای بازرسی چشمی انجام می شود.
تکنیک دوم : آزمایش چشمی با استفاده از تجهیزاتی ( REMOTE VISUAL EXAMINATION )
آزمایش چشمی با استفاده از تجهیزاتی مانند بروسکوپ، فایبروسکوپ، آئینه ، دوربین و … انجام می شود.
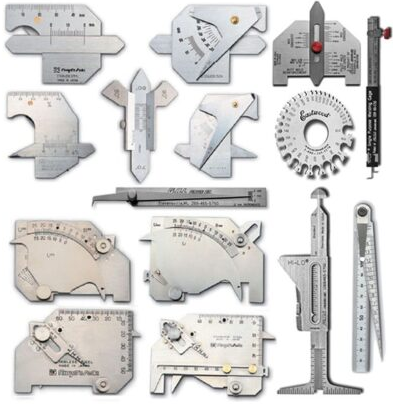
معرفی ابزارهای بازرسی چشمی به صورت مستقیم
۱- کولیس
کولیس ابزاری است برای اندازه گیری دقیق قطر و طول داخلی، خارجی و عمق مورد استفاده قرار میگیرد.
کولیس ابعاد را به طور مستقیم و با دقت بالا اندازه گیری می کند.دقت اندازه گیری کولیس نیز معمولا یک صدم و دو صدم میلی متر است. از این ابزار میتوان برای اندازه گیری ضخامت دقیق قطعه کار استفاده کرد.
۲- خط کش
این ابزار برای اندازه گیری طول نا پیوستگی ها مورد استفاده قرار می گیرد.
۳- گیج های جوشکاری
۱-۳ گیج کمبریج
این گیج ، پرکاربردترین گیج جوشکاری میباشد ،
کاربرد این گیج جوشکاری:
برای اندازه گیری بعد جوش، زاویه پخ، عدم همترازی زاویه ای و خطی
با قابلیت اندازه گیری:
۱- اندازه گیری زاویه پخ (لبه سازی ) جوش شیاری (Angle of preparation, ۰º to ۶۰º)
۲- اندازه گیری گرده جوش اضافی (Excess weld metal :capping size)
۳- اندازه گیری عمق سوختگی کناره جوش (Depth of undercut)
۴- اندازه گیری گلویی جوش گوشه (Fillet weld throat size)
۵- اندازه گیری ساق جوش گوشه (Fillet weld length)
۶- اندازه گیری عدم همراستایی (Misalignment :high-low)
۲-۳ گیج جوشکاری AWS
این گیج برای تعیین مشخصات جوشهای گوشه و لبه ای کاربرد دارد. این گیج قادر به اندازه گیری تلرانس تحدب و تقعر جوشها که از قبل برای آن تعیین شده است، می باشد. این گیج همچنین قادر به اندازه گیری گرده های جوش نیز می باشد.
۳-۳ گیج جوشکاری Hi-Low:
این گیج که گیج (mismatch) نیز نامیده می شود برای اندازه گیری هم ترازی داخلی اتصالات لوله به کار می رود.

گیج کمبریج

ابزار های دیگری نیز هستند که در بازرسی می تواندد مفید باشند:
۱- متال مارکر برای نوشتن و علامت زدن بر روی قطعه مورد آزمایش
۲- متر فلزی برای اندازه گیری ابعاد قطعات
۳- گونیا فلزی برای چک کردن عمود بودن قطعات
۴- چراغ قوه برای تامین میزان نور مورد نیاز در روی قطعه مورد بازرسی
۵- ذره بین برای بزرگنمایی و دید بهتر
۶- ریسمان برای کنترل همراستایی لوله ها و ناراستایی ستونها
۷- خودکار و دفترچه یادداشت
همه این ابزارها می توانند در یک کیف با عنوان کیف ( کیت ) بازرسی چشمی گردآوری شوند.
ثبت نتایج
در هر نوع از روش های بازرسی چشمی، نواحی معیوب باید به صورتی مشخص و ثبت شوند که به صورت مناسبی بررسی و تعمیر گردند. بسیاری از روش های موجود برای شرایط خاصی قابل کاربرد می باشند. یکی از این روش ها ثبت نوع، اندازه و موقعیت هر کدام از عیوب می باشد. روش دیگر علامت گذاری برروی محل معیوب است. در بعضی از موارد از هر دو این روش ها می توان استفاده نمود.
یک بازرس بایستی قادر به نگهداری نتایج باشد. بازرسان باید نتایج را به صورتی واضح ثبت کنند تا در بازرسی های بعدی، نتایج ثبت شده قابل فهم بوده و مورد استفاده قرار گیرند. گزارش های بازرسی بایستی دقیق و به اندازه کافی کامل باشد تا برای خواننده گزارش که از قطعه بازرسی شده می خواهد استفاده کند روشن و مشخص باشد. برای آماده سازی نتایج، بایستی تمامی اصول و مسائل ثبت شوند، هر چند که در لحظه ثبت نتایج بسیار واضح و ساده باشند، اما ممکن است بعدها به راحتی به خاطر آورده نشوند. از این رو یک گزارش خوب فقط برای نگهداری در نزد بازرس جوش نیست. بلکه به ایجاد یک روش استاندارد یکسان برای بازرسی کمک می کند.
تمامی مواردی که در جوشکاری نیاز به بازرسی ، بررسی یا آزمایش دارند، نیاز به ثبت نتایج می باشند. جدای از آنکه نتایج مورد نیاز باشند یا نباشند، نتایج بایستی به خوبی حفظ شوند.
اکثراً نتایج ثبت شده بایستی بر اساس روش خاصی درج گردند تا در موقع نیاز در دسترس باشند. تمامی نتایج ثبت شده نیاز به امضای سازنده قطعه دارند و امضای سازنده از امضای بازرس مهمتر می باشد.
در نتایج بایستی جزئیات به اندازه لازم شرح داده شده باشند. بازرس بایستی در مورد مشخصات عمومی کار اعم از تلرانس ها، مشکلات پیش آمده در حین بازرسی و یا آسیب های ایجاد شده را کاملاً توضیح دهد. هر گونه تعمیر انجام شده نیز باید تشریح شود. یک کپی از نتایج باید به هر کدام از افراد مرتبط با این قطعه کار داده شود و یک کپی باید نزد خود بازرس باقی بماند.
دوباره یادآوری می کنیم که تمامی مباحث شناخته شده نباید در لحظه ثبت نتایج واضح تصور شده و ثبت نگردند. بلکه باید بط.ر کامل برای استفاهد در آینده ثبت گردند. یکسری از فهرست های کنترل می تواند در حین تولید مورد استفاده قرار گیرد. عدم تشریح اطلاعات و تهیه مدارک برای بازرسی می تواند کوجب کاهش ارزش قطعه شوند.

بله دیگه ......
این نوع بازرسی قبل از آنکه اولین قوس جوش الکتریکی زده شود آغاز می گردد. مواد مورد جوشکاری باید از لحاظ مشخصات تعیین شود یعنی کیفیت، اندازه، تلرانس، تمیز وعاری بودن از هر گونه عیبی مورد بازرسی قرار گیرند.

سازه های جوش داده شده همانند اسکلت فلزی وسایر قطعات فلزی به تست جوش و بازرسی فنی در مراحل مختلف حین ساخت و پس از ساخت نیاز دارن زیرا اعمال یک برنامه مسئولانه تست جوش میتواند از پیدایش ۸۰ تا ۹۰ درصد از عیوب معمول در جوشکاری جلوگیری کند.

با توجه به اینکه ساختمان های احداثی در کشور ما اکثرا" بصورت فلزی یا بتنی بوده و ساختمانهای بنایی غیر مسلح با محدودیت خاص طبق آئین نامه ۲۸۰۰ زلزله ایران ساخته میشود . آشنایی با مزایا و معایب ساختمانها می تواند درتصمیم گیری مالکین ، مهندسین نقش اساسی داشته باشد .

برای حفاظت سازه های فولادی در مقابل خوردگی باید کلیه سطوح رنگ آمیزی شوند، مگر در مواردی که از سوی دستگاه نظارت تصریح شوند.
.png)
.png)
.png)
